






Produktkonsultasjon
E-postadressen din vil ikke bli publisert. Obligatoriske felt er merket *

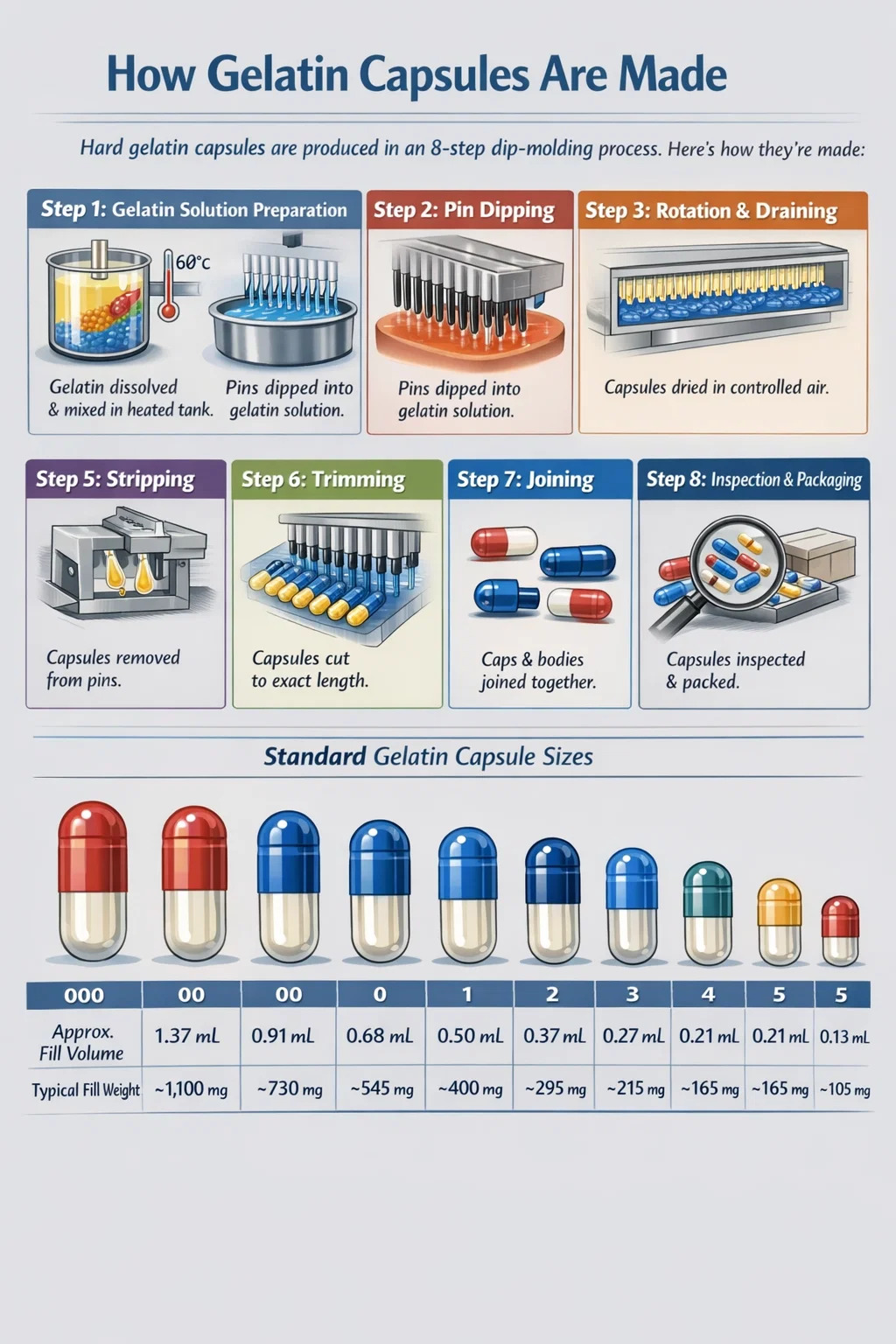
Kapsler - spesielt gelatinkapsler - produseres gjennom en dyppestøpingsprosess der presisjonskonstruerte pinner i rustfritt stål nedsenkes i en temperaturkontrollert gelatinløsning, trekkes ut, tørkes, strippes, trimmes og sammenføyes for å danne det ferdige skallet. Denne prosessen gjelder for harde gelatinkapsler (HGC) , som står for omtrent 70–75 % av alle kapsler produsert globalt. Myke gelatinkapsler (softgels) følger en annen roterende dyseinnkapslingsmetode hvor skallet og fyllmaterialet dannes samtidig.
Hele produksjonssyklusen for harde gelatinkapsler – fra stiftdypping til ferdig skall – tar vanligvis 45 til 50 minutter per batch-syklus på en moderne automatisert linje, med en enkelt produksjonsmaskin som er i stand til å produsere over 1 million kapselskall i timen. Å forstå denne prosessen er avgjørende for farmasøytiske produsenter, ernæringsmerker, sammensatte apotek og alle som kjøper eller vurderer kapselmaterialer.
En gelatinkapsel er et skall hovedsakelig laget av gelatin - et protein avledet fra delvis hydrolyse av kollagen hentet fra dyrebein, skinn og bindevev, oftest fra storfe eller svin. Skallet løses opp i magevæsker inne 3 til 10 minutter , frigjør innholdet effektivt i fordøyelsessystemet.
Gelatinkapsler dominerer det farmasøytiske og kosttilskuddsmarkedet av flere målbare årsaker:
To primære typer gelatinkapsler finnes i kommersiell produksjon: harde gelatinkapsler og myke gelatinkapsler. Produksjonsprosessene deres er fundamentalt forskjellige, og applikasjonene deres gjenspeiler disse forskjellene.
Før du undersøker produksjonsprosessen, er det nødvendig å forstå inngangsmaterialene som direkte bestemmer skallkvalitet, oppløsningsytelse og overholdelse av regelverk.
Gelatin av farmasøytisk kvalitet som brukes i kapselproduksjon må oppfylle spesifikasjonene som er skissert i United States Pharmacopeia (USP), European Pharmacopoeia (Ph. Eur.) og Japanese Pharmacopoeia (JP). Viktige kvalitetsparametre inkluderer:
Rene gelatinskall ville være for sprø for praktisk håndtering. Myknere tilsettes for å introdusere fleksibilitet. For harde kapsler holdes myknerinnholdet minimalt (under 1–2 %). For myke gelatinkapsler er myknerkonsentrasjonen mye høyere - vanligvis 20–30 % av skallformuleringen . Den vanligste mykneren er glyserin, med sorbitol brukt i fuktighetssensitive applikasjoner.
Titandioksid brukes som opasitet for å forhindre lysnedbrytning av lysfølsomme fyllmaterialer. Godkjente fargestoffer (FD&C fargestoffer, jernoksider, naturlige pigmenter som annatto eller karmin) inkorporeres i gelatinløsningen før dypning. Et enkelt kapselskall kan inneholde 0,01 % til 2 % vekt/vekt titandioksid avhengig av nødvendig opasitetsnivå.
Renset vann (oppfyller USP eller Ph. Eur. standarder) er det primære løsningsmidlet for gelatinoppløsning. Gelatinløsningen som brukes ved dypping inneholder vanligvis 30–40 % w/w gelatinfaststoffer oppløst i vann , holdt ved 50–60 °C for å holde løsningen ved passende viskositet for dypping.
Noen produsenter tilsetter antimikrobielle konserveringsmidler med lav konsentrasjon som svoveldioksid (SO₂) til gelatinmassen for å forhindre mikrobiell forurensning under behandlingen. Det tillatte nivået i ferdig gelatin er typisk ikke mer enn 50 mg/kg per Ph. Eur. spesifikasjoner.
Produksjonen av harde gelatinkapselskall følger en tett kontrollert sekvens av trinn. Hver fase skjer innenfor en dedikert del av en automatisert kapselfremstillingsmaskin (som de som produseres av Capsugel, ACG eller Qualicaps). Her er en detaljert oversikt over hvert trinn:
Gelatingranuler av farmasøytisk kvalitet veies og oppløses i renset vann ved bruk av et blandekar med kappe med kontrollert oppvarming. Løsningen bringes til 60–70°C under kontinuerlig omrøring i 2–4 timer til den er helt homogen. Fargestoffer, opasitetsmidler og eventuelle hjelpestoffer tilsettes i løpet av dette stadiet. Den endelige løsningen avgasses under vakuum for å fjerne luftbobler som ellers ville skapt hull i det ferdige skallet. Løsningen overføres deretter til en oppbevaringstank hvor temperaturen holdes på 50–55°C for å forhindre for tidlig geldannelse og samtidig opprettholde korrekt viskositet for dypping.
Kjernen i produksjon av harde kapsler er dyppestøpeprosessen. Pinner i rustfritt stål eller messing – presisjonsmaskinert til de nøyaktige dimensjonene til hver kapselstørrelse (størrelse 000 til størrelse 5, med tilsvarende volum fra 1,37 ml ned til 0,13 ml) – er anordnet i stenger som holder hundrevis av pinner hver. Disse stiftstengene blir først rengjort, inspisert og forhåndssmurt med et slippmiddel (vanligvis et formsmøremiddel basert på cetrimid eller lignende midler) for å lette kapselfjerning.
Pinnestengene dyppes deretter i den temperaturkontrollerte gelatinløsningen. Dyppetanken opprettholdes kl 45–50°C for å sikre at gelatinen dekker pinnene jevnt. Kroppsstifter og hettestifter dyppes separat, da de har litt forskjellige dimensjoner - hetten har en marginalt større diameter for å la kroppen gli inn og låses under sammenføyning. Dyppedybde og uttakshastighet er nøyaktig kontrollert for å oppnå en jevn veggtykkelse på skallet 0,09 til 0,12 mm .
Umiddelbart etter dyppet vendes pinnstengene og roteres sakte. Denne rotasjonen sikrer jevn fordeling av gelatinfilmen over hele pinneoverflaten, og forhindrer at den samler seg ved spissen. I løpet av denne fasen renner overflødig gelatin tilbake i dyppetanken, noe som reduserer materialavfall.
De belagte pinnene passerer gjennom en serie tørkeovner hvor kondisjonert luft med nøyaktig kontrollert temperatur og fuktighet ledes over gelatinfilmen. Tørkeforhold er typisk 20–25°C med relativ luftfuktighet mellom 30–45 % . For rask tørking forårsaker sprekker; utilstrekkelig tørking gjør skjellene myke og klissete. Tørketunnelen på en moderne automatisert maskin kan være 30 til 50 meter i effektiv lengde , med flere temperatur- og fuktighetssoner, for å oppnå gradvis, jevn tørking. Dette stadiet tar vanligvis 30–40 minutter av total tunneloppholdstid.
Når den er tørket til riktig fuktighetsinnhold (vanligvis 13–16 % vekt/vekt på dette stadiet), fjernes de halvstive gelatinskallene mekanisk fra tappene ved å bruke gummistripekjever som griper og trekker skallet av uten forvrengning. Dette er et kritisk trinn - eventuelle uregelmessigheter i pinneoverflaten eller utilstrekkelig smøring vil forårsake riving eller forvrengning på dette tidspunktet.
De strippede skjellene har en ujevn åpen ende (enden som var på spissen av tappen). Presisjonsroterende kniver trimmer hvert skall til nøyaktig spesifisert lengde. Hard gelatinkapselkapsel og kroppslengder er standard definert - for eksempel har en kapsel i størrelse 0 en kroppslengde på 18,0 mm og en hettelengde på 11,7 mm (omtrentlig standarddimensjoner; eksakte spesifikasjoner varierer fra produsent). Trimmingsnøyaktigheten er vanligvis innenfor ±0,3 mm.
Trimmede kropper og hetter mates inn i en sammenføyningsdel hvor de er forhåndslåst: kroppen glir inn i hetten til en forhåndslåst posisjon, og holder dem sammen som tomme skall under håndtering og fyllingsoperasjoner. Forhåndslåste kapsler kan enkelt skilles fra fyllingsmaskiner for fylling, og deretter lukkes helt etter at fyllingen er fullført. Sammenføyningsmekanismen bruker føringer og kamfølgere for å skyve kroppen inn i hetten på en kontrollert dybde.
Ferdige tomme gelatinkapselskall passerer gjennom automatiserte inspeksjonssystemer utstyrt med kameraer og sensorer som oppdager synlige defekter - nålehull, doble vegger, sprekker, bulker og fargeinkonsekvenser. Avslagsprosentene på godt vedlikeholdte moderne linjer er vanligvis under 0,5 % . Aksepterte skjell er bulkpakket i polyposer i pappkartonger og lagret under kontrollerte forhold på 15–25°C og 35–65 % RF for å opprettholde skallets integritet i løpet av holdbarheten (vanligvis 3–5 år).
Harde gelatinkapsler produseres i standardiserte størrelser, som hver tilsvarer en definert fyllvolumkapasitet. Å velge riktig størrelse er en kritisk formuleringsbeslutning.
| Kapselstørrelse | Omtrentlig fyllvolum (ml) | Typisk fyllvekt (mg) ved 0,8 g/ml tetthet | Vanlige applikasjoner |
|---|---|---|---|
| 000 | 1.37 | ~1100 | Høydose veterinær, nutraceuticals |
| 00 | 0.91 | ~730 | Fiskeolje, urteekstrakter |
| 0 | 0.68 | ~545 | Vanligste OTC-tilskuddsstørrelse |
| 1 | 0.50 | ~400 | Pharmaceutical Rx produkter |
| 2 | 0.37 | ~295 | Mid-dose formuleringer |
| 3 | 0.27 | ~215 | Potente APIer, pediatriske formuleringer |
| 4 | 0.21 | ~165 | Legemidler med svært høy potens |
| 5 | 0.13 | ~105 | Neonatal og mikrodosering |
Myke gelatinkapsler (softgels) produseres ved hjelp av roterende dyse innkapslingsprosess , oppfunnet av Robert Pauli Scherer i 1933. I motsetning til produksjon av harde kapsler, danner softgel-prosessen skallet og kapsler inn fyllmaterialet samtidig i en kontinuerlig operasjon.
En varm gelatinmasse (som inneholder gelatin, mykner – typisk glyserin og/eller sorbitol med 20–30 % av tørr gelatinvekt – og vann) spres på avkjølte støpetromler for å danne kontinuerlige gelatinbånd med kontrollert tykkelse, typisk 0,5 til 1,2 mm tykk . To bånd dannes samtidig - ett for hver halvdel av kapselen.
De to gelatinbåndene mates fra motsatte sider inn i en roterende dysemekanisme som består av to motroterende dysevalser. Når båndene konvergerer ved dysene, injiseres fyllmateriale (væske, suspensjon eller pasta) fra en fyllepumpe gjennom en kileformet injeksjonsmekanisme plassert mellom båndene. Dysene stempler og forsegler gelatinen rundt fyllmaterialet ved hjelp av varme og trykk - vanligvis 37–40°C ved dysens overflate — samtidig som kapselen kuttes fra båndet. Dette gir en hermetisk forseglet kapsel i en enkelt operasjon.
Nyformede softgels inneholder 30–40 % fuktighet og må tørkes. De overføres til tørketromler – store roterende tromler med kondisjonert luftstrøm – hvor de tørkes kontinuerlig i 2–4 timer for å forhindre klebing og fremme jevn tørking. Etterfølgende bretttørking kan fortsette i 24–48 timer i kontrollerte miljøer til skallet når et likevektsfuktighetsinnhold på ca 6–10 % vekt/vekt .
Fyllingen for en myk gelatinkapsel må være flytende eller halvfast ved behandlingstemperaturer. Materialer som er uforenlige med softgel-fyll inkluderer:
Hydroxypropyl methylcellulose (HPMC) kapsler – også kalt vegetariske eller veganske kapsler – har fått betydelige markedsandeler som alternativer til gelatinkapsler, spesielt for produkter rettet mot vegetariske, veganere, halal- og kosherforbrukere. Produksjonsprosessen for HPMC-kapsler bruker det samme dyppestøpeprinsippet, men med viktige forskjeller.
| Parameter | Gelatinkapsel | HPMC kapsel |
|---|---|---|
| Skallmateriale | Gelatin fra dyr | Planteavledet cellulosepolymer |
| Oppløsningstid (mage) | 3–10 minutter | 15–30 minutter |
| Fuktighetsfølsomhet | Høy (sprø under 12 % RF, myk over 65 % RF) | Lavere — mer stabil over RF-området |
| Kostnad per enhet | USD 0,01–0,05 USD | USD 0,03–0,10 USD (ca. 2–3× høyere) |
| Kompatibilitet med fyllingshastighet | Utmerket - kjører på alle standard fyllstoffer | Bra – kan kreve hastighetsjusteringer |
| Kryssbindingsrisiko | Ja - aldehyder og reduserende sukker kan kryssbinde skall | Nei - ikke utsatt for tverrbinding |
| Kostholdsmessig egnethet | Ikke egnet for veganere/vegetarianere | Passer for alle kostholdspreferanser |
En av de mest praktisk talt betydelige utfordringene i produksjon og formulering av gelatinkapsler er skall-tverrbinding — en kjemisk reaksjon der aldehydholdige forbindelser (fra hjelpestoffer, fyllmaterialer eller emballasje) reagerer med aminogruppene i gelatinproteinkjedene, og danner kovalente bindinger som gjør skallet stivt og motstandsdyktig mot oppløsning.
Tverrbundne gelatinskall kan bestå første oppløsningstesting, men mislykkes etterpå 3–6 måneders lagring , skaper en alvorlig biotilgjengelighetsrisiko som ofte ikke oppdages før stabilitetsstudier er godt i gang. USP to-lags oppløsningstesten ble spesielt utviklet for å adressere dette: kapsler som mislykkes med standard oppløsningskriterier, testes igjen i nærvær av enzymer (pepsin eller pankreatin) for å avgjøre om tverrbinding er årsaken.
Kjente triggere for tverrbinding i gelatinkapselsystemer inkluderer:
Begrensningsstrategier inkluderer å erstatte laktose med ikke-reduserende sukkerarter (f.eks. mannitol eller mikrokrystallinsk cellulose), bruk av tørkemidler og inerte headspace-gasser i emballasje, valg av HPMC-kapsler for aldehydfølsomme formuleringer og utførelse av akselerert stabilitetstesting ved 40°C/75 % RF i 6 måneder som standardprotokoll.
Kapselprodusenter som leverer til farmasøytisk industri må operere under cGMP (gjeldende god produksjonspraksis) forskrifter som definert av FDA 21 CFR Parts 210/211 (US), EudraLex Volume 4 (EU), eller tilsvarende nasjonale retningslinjer. Kvalitetskontrollregimet for gelatinkapselproduksjon dekker flere dimensjoner:
Utover standard harde og myke gelatinkapsler, har kapselindustrien utviklet spesialiserte varianter for å møte spesifikke krav til legemiddellevering. Disse modifikasjonene introduseres enten under skallproduksjon eller som etterproduksjonsbehandlinger.
Standard gelatinkapsler løses raskt opp i magesyre (pH 1–2). For medikamenter som er syrelabile eller må leveres til tarmen, belegges gelatinkapsler etterfylling med enteriske polymerer som f.eks. hydroksypropylmetylcelluloseftalat (HPMCP), celluloseacetatftalat (CAP) eller Eudragit L100 . Disse beleggene forblir intakte ved mage-pH under 5,0, men løses opp ved tarm-pH over 5,5–6,0, noe som muliggjør målrettet intestinal frigjøring.
Harde gelatinkapsler kan fylles med flytende eller halvfaste formuleringer - en teknologi som bygger bro over enkelheten ved produksjon av harde kapsler med biotilgjengelighetsfordelene som tradisjonelt er forbundet med softgels. Flytende fyll for harde kapsler må være ikke-vandig eller inneholder mindre enn 10 % vann for å hindre at skallet mykner. Etter påfylling forsegles kapslene ved hjelp av banding (et gelatinbånd påført rundt koblingen mellom hetten og kroppen), varmeforsegling eller spinnsveising. Dette formatet har vist spesiell nytte for å forbedre biotilgjengeligheten til BCS klasse II og IV dårlig løselige legemidler gjennom lipidbaserte medikamentleveringssystemer (LBDDS).
Utover HPMC er alternative skallmaterialer tilgjengelige for spesifikke bruksområder. Pullulan-kapsler (laget av fermentert tapioka) tilbyr utmerkede oksygenbarriereegenskaper - oksygenoverføringshastigheter ca. 10 ganger lavere enn gelatin — gjør dem egnet for svært oksidasjonsfølsomme fyllmaterialer. Stivelsesbaserte kapsler er et annet dyrefritt alternativ, men er sjeldnere brukt på grunn av høyere sprøhet og prosesseringsutfordringer.
Selve gelatinkapselskallet brukes vanligvis ikke for å oppnå modifisert frigjøring - denne funksjonen er vanligvis innebygd i fyllet (belagte pellets, minitabletter, granuler med kontrollert frigjøring). Imidlertid er gelatinkapselen en ideell beholder for å huse flere pelletpopulasjoner med forskjellige frigjøringsprofiler. For eksempel kan en hard gelatinkapsel i størrelse 0 inneholde en blanding av pellets med umiddelbar frigjøring og 8 timers forlenget frigjøring i en enkelt kapsel, og skaper en bifasisk frigjøringsprofil fra et enkelt produksjonstrinn.
Det tomme gelatinkapselskallet er bare en del av historien. Fyllingsprosessen - utført hos farmasøytiske produsenter, kontraktsutviklings- og produksjonsorganisasjoner (CDMOs), eller sammensatte apotek - er like kritisk for den endelige produktkvaliteten.
Industrielle kapselfyllere (fra produsenter som IMA, Bosch/Syntegon og MG America) fungerer på en kontinuerlig eller intermitterende bevegelsesbasis. De åpner de forhåndslåste kapselskallene, fyller kroppen med dosen av pulver, pellets eller væske, og lukker og støter deretter ut den fylte kapselen. Utgangshastigheter for høyhastighets roterende fyllstoffer varierer fra 150 000 til 500 000 kapsler i timen . Vektvariasjonskontroll oppnås gjennom automatiserte kontrollvekter som avviser kapsler utenfor spesifikasjonstoleransen, vanligvis ±5 % av målfyllingsvekten for pulverfyll.
For små batch-blandinger eller produksjon av kliniske forsøk, tillater kapselfyllingsplater (Torpac, Capsule Machine) manuell fylling av 50 til 300 kapsler per batch . Halvautomatiske benkefyllere bygger bro over gapet, håndtering 5 000 til 50 000 kapsler i timen og er vanlige i småskala farmasøytiske operasjoner og spesialkompoundering.
Hard gelatinkapselfylling må skje i kontrollerte miljøer. Den mest kritiske parameteren er relativ fuktighet: gelatinskall blir for sprø til å håndtere under 30 % RF og for myk og klebrig over 60 % RF . Standard fyllingsromsforhold er 20–25°C og 40–55 % RF . I fuktig klima krever fylling av rom aktiv avfukting med validerte HVAC-systemer.
For farmasøytiske selskaper, ernæringsmerker og CDMOer krever valg av riktig gelatinkapselleverandør evaluering på tvers av flere dimensjoner utover grunnprisen per tusen kapsler.
E-postadressen din vil ikke bli publisert. Obligatoriske felt er merket *
Hvis du ønsker å lære mer om produktene våre, kan du gjerne kontakte oss, så skal vi gjøre vårt for å hjelpe deg.

